






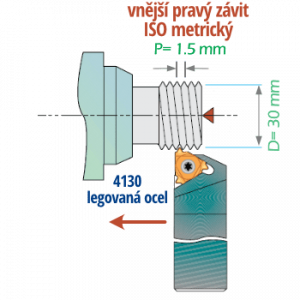
1. Zvolte metodu řezání závitu – metoda řezání závitu
– volíme závitovou destičku a držák EX-RH (externí pravý)
2. Zvolte odpovídající závitovou destičku – ISO metrické závitové destičky
– volíme destičku 16 ER 1.5 ISO
3. Zvolte odpovídající držák – externí závitový držák
– volíme držák SER 2020 K16
4. Zvolte jakost závitové destičky – volba jakosti karbidu a povlaku destičky
– naše volba pro legovanou ocel je P25C
5. Zvolte řeznou rychlost – dle doporučení – viz. Doporučené řezné podmínky
– naše volba je 100 m/min.
Výpočet otáček:
N= (100 x 1000) / (π x 30) = 1065 ot./min.
6. Zvolte počet průchodů (třísek) – viz. Počet průchodů u jednozubých závitových destiček
– volíme 8 třísek
1. Zvolte metodu řezání závitu – metoda řezání závitu
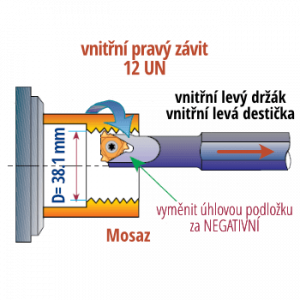
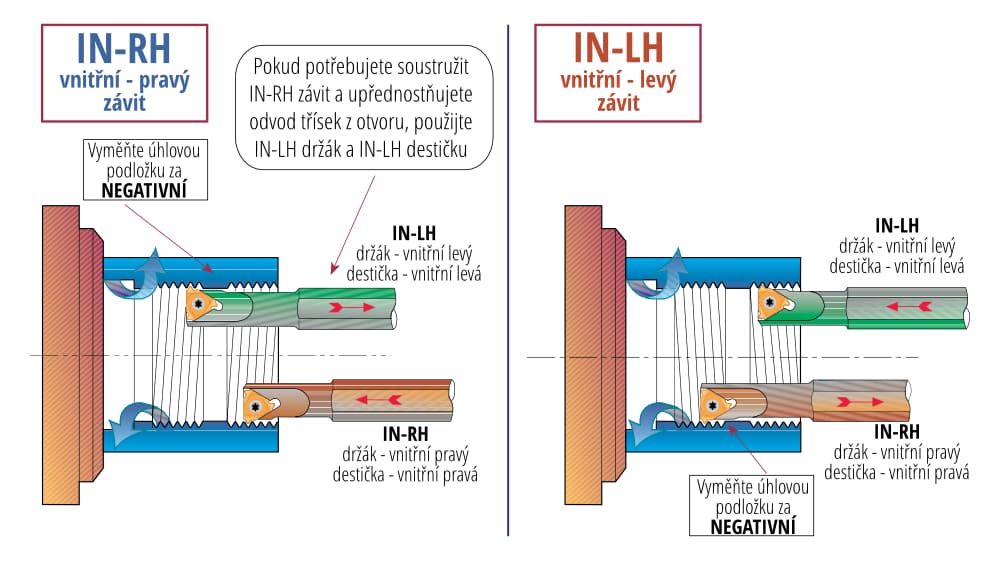
Obvykle se volí držák a destička IN-RH (vnitřní pravý).
V tomto konkrétním případě dáme přednost metodě, kdy budou třísky vytahovány z otvoru ven, při pohybu držáku směrem od sklíčidla.
– proto jsme se rozhodli pro závitovou destičku a držák IN-LH (vnitřní levý držák, vnitřní levá destička)
2. Zvolte odpovídající levou závitovou destičku – UN – unifikované (UNC, UNF, UNEF, UNS)
– volíme destičku 16 IL 12 UN
3. Zvolte odpovídající držák – interní závitový držák
– volíme levý držák SIL 0025 R16
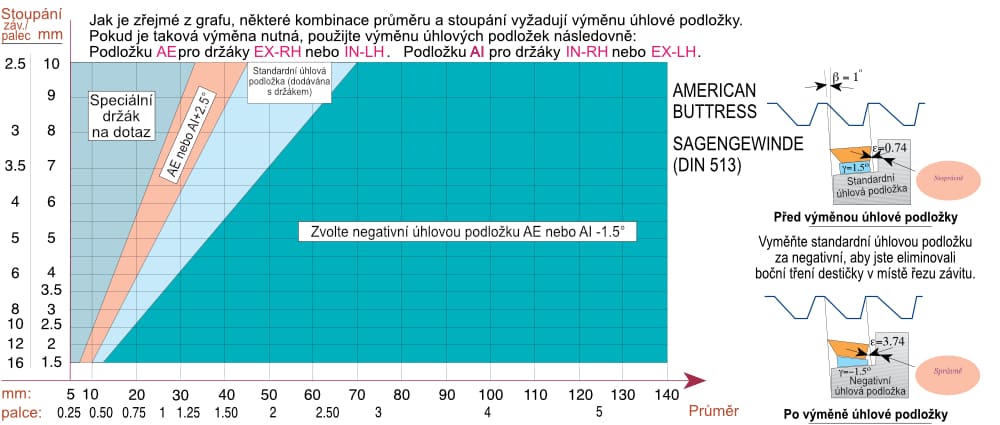
Protože řežeme závit IN-RH nástrojem IN-LH směrem od sklíčidla, nezapomeňte vyměnit standardní úhlovou podložku (dodávanou s držákem) za negativní podložku AE16-1.5°
4. Zvolte jakost závitové destičky – volba jakosti karbidu a povlaku destičky
– naše volba pro mosaz je K20
5. Zvolte řeznou rychlost – dle doporučení – viz. Doporučené řezné podmínky
– naše volba je 150 m/min.
Výpočet otáček:
N= (150 x 1000) / (π x 38.1) = 1254 ot./min.
6. Zvolte počet průchodů (třísek) – viz. Počet průchodů u jednozubých závitových destiček
– volíme 9 třísek