Obecný program
G90 G00 G54 G40 G17 G94X0 Y0 S—M03
G43 H1 Z50.000 M08
G90 G01 Z- (NA HLOUBKU ZÁVITU) F5000
G91 G41 D1 X(A/2) Y-(A/2) Z0 F—
G03 X(A/2) Y(A/2) Z(O 1/8 STOUPÁNÍ) I0 J(A/2) F—
G03 X0 Y0 Z(STOUPÁNÍ) I-(A) J0
G03 X-(A/2) Y(A/2) Z(O 1/8 STOUPÁNÍ) I-(A/2) J0
G01 G40 X-(A/2) Y-(A/2) Z0 F5000
G90 G00 Z50.000
Vnitřní závit
PŘÍKLAD: vnitřní závit M 32 X 2.0 (hloubka závitu 18 mm)
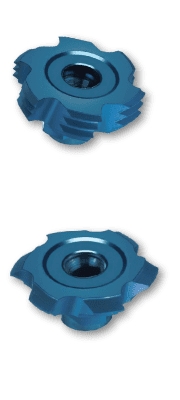
DRŽÁK : SR0021 H20 (řezný průměr 21.0 mm)
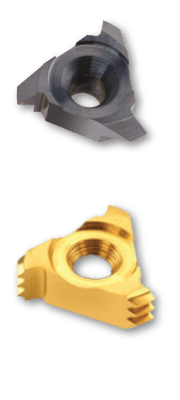
DESTIČKA : 21 I 2.0 ISO MT7
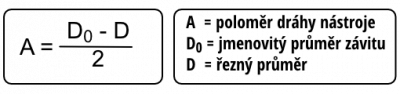
A = (32-21)/2 = 5.5
G90 G00 G54 G40 G17 G94 X0.000 Y0.000 S2986 M03
G43 H1 Z50.000 M08
G90 G01 Z-18.250 F5000
G91 G41 D1 X2.750 Y-2.750 Z0.000 F215
G03 X2.750 Y2.750 Z0.250 I0.000 J2.750 F74
G03 X0.000 Y0.000 Z2.000 I-5.500 J0.000
G03 X-2.750 Y2.750 Z0.250 I-2.750 J0.000
G01 G40 X-2.750 Y-2.750 Z0.000 F5000
G90 G00 Z50.000