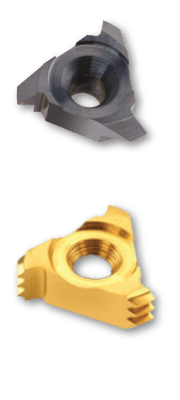
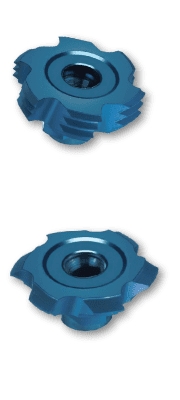
Frézování závitů je nejběžnější metodou výroby závitů. Závitořezné soustružnické nástroje se závitovými vyměnitelnými břitovými destičkami (VBD), které nabízejí skvělé funkční a výkonnostní parametry, bezpečný průběh obrábění i v malých otvorech a při opracování nejhouževnatějších materiálů.
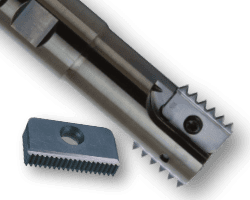
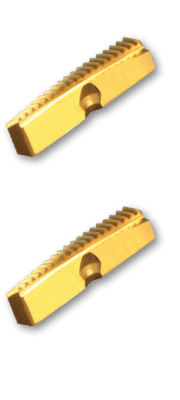
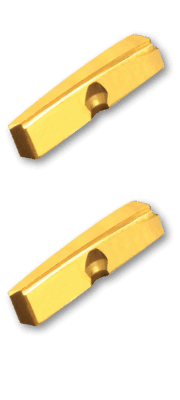
Závitová fréza stopková s VBD pro frézování vnitřních i vnějších válcových závitů (ISO, UN, PG…) a taktéž pro frézování vnitřních a vnějších kuželových závitů (BSPT, NPT…).
Většina destiček je se dvěma řeznými břity. Vzhledem k nižším požadavkům na výkon stroje mohou menší stroje řezat větší závity v jedné operaci s menším ztrátovým časem a výměnou nástroje.
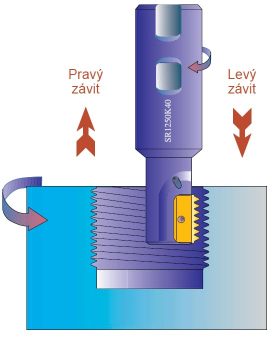
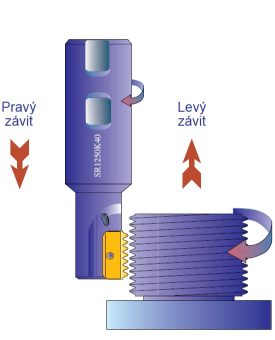
Univerzální použití závitových VBD pro pravý i levý závit jak v průchozích, tak i v neprůchozích otvorech.